ЛЮБОЙ МЕТАЛЛОПРОКАТ
| офис | | (423) | |
| 224-30-52 | ||
| 232-71-09 | ||
| склад | | (423) | 259-36-75 |
| почта | | steelea@mail.ru | |
«Внимательное и доброжелательное отношение к Вашим проблемам, а также подход к работе с партнерами, учитывающий все интересы и желания клиентов — стиль нашей работы».
Коллектив ООО «Сталь—ДВ»





690105, г. Владивосток, ул. Русская, 65/4 оф. 19,
тел/факс: 232-71-09
СХЕМА ПРОЕЗДА >>
Металлобаза: г. Артём , ул. Вокзальная, 114
тел.: (423) 259-36-75
СХЕМА ПРОЕЗДА >>
Эл. почта: steelea@mail.ru
Реквизиты ООО «Сталь ДВ»
ИНН 2539063950 КПП 253901001
Р.с 40702810500290000533
К.с 30101810200000000803
БИК 040507803
ПАО СКБ Приморья "ПРИМСОЦБАНК"
Тел/факс (4232) 24-30-52
Генеральный директор и главный бухгалтер — Панова Валентина Вячеславовна

Справочники — ГОСТы на металлопрокат
ЛИСТЫ СТАЛЬНЫЕ С РОМБИЧЕСКИМ И ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ ГОСТ 8568-77 Технические условия
Continuously galvanized sheet steel. Specifications |
ГОСТ |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И. С. Тришевский, Ю. С. Кострица, А. М. Мелешко, И. М. Козлова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 13.04.77 № 926
3. ВЗАМЕН ГОСТ 8568-57
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка |
Номер пункта |
ГОСТ 380-88 |
1.12, 2.2 |
ГОСТ 7566-81 |
3.3, 5.1 |
ГОСТ 14637-89 |
3.1 |
ГОСТ 19903-74 |
1.9, 1.10, 1.12 |
5. Срок действия продлен до 01.01.98 Постановлением Госстандарта СССР от 30.06.87 № 2899
6. ПЕРЕИЗДАНИЕ (июнь 1990 г.) с Изменениями № 1, 2, 3, 4, утвержденными в октябре 1978 г., январе 1981 г., июне 1987 г., июне 1989 г. (ИУС 11-78, 1-81, 11-87, 11-89)
Ограничение срока действия отменено (ИУС № 11 1995 г.)
Внесена Поправка, опубликованная в ИУС № 2 2003 г.
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
(Измененная редакция, Изм. № 4)
1. СОРТАМЕНТ
1.1а. Листовой прокат по толщине изготовляют:
высокой точности - А,
нормальной точности - В.
(Введен дополнительно, Изм. № 4)
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт. 1, 2 и в таблице.

Черт. 1
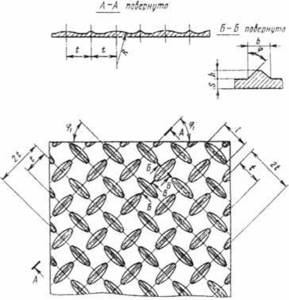
Черт. 2
| Толщина основания листа s, мм | Предельные отклонения по толщине листа при ширине, мм | |||||||
| от 600 до 1000 | св. 1000 до 1500 | св. 1500 до 2000 | св. 2000 до 2200 | |||||
| нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | |
| Ромбическое рифление | ||||||||
2,5 |
±0,25 |
±0,18 |
±0,25 |
±0,18 |
- |
- |
- |
- |
3 |
±0,25 |
±0,23 |
±0,25 |
±0,23 |
- |
- |
- |
- |
4 |
0,3 |
±0,30 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
5 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
6 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
|
8 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
-0,8 |
-0,8 |
-0,8 |
-0,8 |
-0,9 |
-0,8 |
-0,9 |
-0,8 |
|
10 |
0,5 |
0,4 |
0,6 |
0,4 |
0,6 |
0,5 |
0,6 |
0,5 |
-1 |
-0,7 |
-1 |
-0,7 |
-1 |
-0,9 |
-1 |
-0,9 |
|
12 |
0,6 |
0,5 |
0,7 |
0,6 |
0,7 |
0,6 |
0,7 |
0,6 |
-1,1 |
-1,1 |
-1,1 |
-1 |
-1,1 |
-1 |
-1,1 |
-1 |
|
Чечевичное рифление |
||||||||
2,5 |
±0,25 |
±0,18 |
±0,25 |
±0,18 |
- |
- |
- |
- |
3 |
±0,25 |
±0,23 |
±0,25 |
±0,23 |
- |
- |
- |
- |
4 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
5 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
6 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
|
8 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
-0,8 |
-0,8 |
-0,8 |
-0,8 |
-0,9 |
-0,8 |
-0,9 |
-0,8 |
|
10 |
0,5 |
0,4 |
0,6 |
0,4 |
0,6 |
0,5 |
0,6 |
0,5 |
-1 |
-0,7 |
-1 |
-0,7 |
-1 |
-0,9 |
-1 |
-0,9 |
|
12 |
0,6 |
0,5 |
0,7 |
0,6 |
0,7 |
0,6 |
0,7 |
0,6 |
-1,1 |
-1,1 |
-1,1 |
-1 |
-1,1 |
-1 |
-1,1 |
-1 |
|
| Толщина основания листа s, мм | Ширина основания рифлей b, мм | Угол при вершине рифлей j, град | Длина рифлей l, мм | Радиус закругления рифлей R, мм | Расположение рифлей на плоскости листа j1, град | Масса 1 м2 листа, кг | Предельные отклонения по массе, % | ||
| Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| Ромбическое рифление | |||||||||
2,5 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
21 |
±10 |
3 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
25,1 |
±10 |
4 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
33,5 |
±8 |
5 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
41,8 |
±6 |
6 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
50 |
±9 |
8 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
66,6 |
±5 |
10 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
83 |
±3 |
12 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
99,3 |
±3 |
| Чечевичное рифление | |||||||||
2,5 |
3,6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
20,1 |
±10 |
3 |
4 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
24,2 |
±10 |
4 |
4 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
32,2 |
±8 |
5 |
5 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
40,5 |
±6 |
6 |
5 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
48,5 |
±5 |
8 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
64,9 |
±5 |
10 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
80,9 |
±3 |
12 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
96,8 |
±3 |
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b, угол при вершине рифлей j, диагонали ромба t1 + t2, угол расположения рифлей на плоскости листа j1, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
5. (Исключен, Изм. № 4)
(Измененная редакция, Изм. № 2, 3, 4, Поправка, 2003)
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,1-0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.2; 1.3 (Измененная редакция, Изм. № 2)
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30)(60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Изм. № 2, 3)
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.